
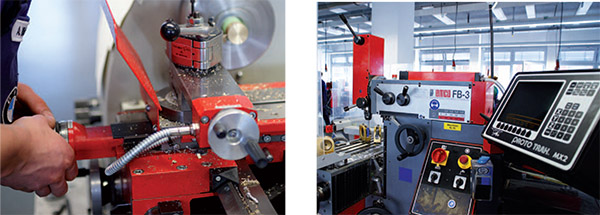
Talent and Machine: Training on the latest production machine tools creates good foundations for success at work

TaLEnt means “Talent-orientated LEarning and development” The BMW group provides this particular form of training at all German works locations. It is intended to promote the talents and strengths of the apprentices and in this way prepare them for their future working life in the best possible way.
The application phase begins a year before the start of the training. The training is divided into three phases: basic, further and special qualification. At regular discussions the trainers provide information about developments in everyday professional life. During the first year the apprentice also gains an insight into related occupations. Following this, in certain circumstance changing to another (technical) occupation is possible. An intermediate examination takes place after 18 months of training. In the second “half”, i.e. in the last three six-monthly periods the apprentices deepen their specialist knowledge, acquire specific know-how and start their integration into everyday working life. Successful training ends after three years with a final examination.
Apprentices in the DBFH programme have a shorter training period of two and a half years. He or she then attends a technical college/vocational college (TC/VC) on two days per week. After this period the final examination of the (shortened) professional training takes place. The last six months involve full-time attendance of the TC/VC before final awarding of the certificate of entrance qualification for studies at universities of applied sciences.
BMW Group München
Petuelring 130
80809 München
Training on the latest production machine tools creates good foundations for success at work
The visitor is obviously deeply impressed: 30 young people working in two brightly-lit rooms on new red and white lathes or milling machines.
At first glance some of the machine tools look identical. However, the training professions and goals of the budding specialists learning on them are different and include production mechanic, automotive mechatronics engineer, mechatronics engineer, cutting machine operator. Apart from the vocational qualification, in a scheme involving dual vocational training with certificate of entrance qualification to study at universities of applied sciences the apprentices can acquire a vocational diploma or certificate of qualification to study at universities of applied sciences. All of this is possible in only 3 years within the BMW Group’s “TaLEnt” (see title page) vocational training scheme. TaLEnt stands for “Talent-orientated LEarning and development”. This form of training is intended to promote the talents and strengths of the apprentices. Preconditions for obtaining the vocational diploma are an intermediate school-leaving qualification with at least grade C in German, English and mathematics as well as a high degree of commitment, self-initiative and ability to work in a team. Following this training, as an employer, the BMW Group then offers selected graduates the possibility of taking part in the SpeedUp bachelor programme and starting studies at a university of applied sciences.
The best for professional newcomers
At the BMW Group’s training workshop for mechanical machining in Munich, one group of apprentices is currently learning machining and another milling. The conditions are clear and understandable for each of them. The training instructors have already ensured this in the planning of the two workshops. In training workshops, older, often generally overhauled production machines are used. Literally speaking, the old machines are still good for practising on.
However, those responsible for professional training at the BMW Group in Munich have taken a different path. First of all they defined the requirements relating to the machining and milling machines that apply specially to their intended purpose of cutting. From their experience as trainers they know that to learn the basics when handing cutting machining tools, tools, different materials and converting drawings into real work pieces. Completely manually operated machine are best suited. When determining the load profile the observation that learners often “drive flat out” played a decisive role. A clear influencing parameter is the available budget.
From the sum of their knowledge plus experience of targets and framework conditions, the two responsible trainers developed the strategy and selection criteria: as resilient as possible, small in size, but cost-effective. The price difference compared with a general overhaul of older machine should be as low as possible. Being able to choose from machines of an identical type was considered by the trainers as an additional advantage. This should exert a positive influence on the apprentices: identical competitive condition, for example in terms of the precision of the test workpieces to be produced. Following on from these theoretical principle decisions, the practical part of the investment was focussed and fast. The two trainers selected the Emcomat 14-D lathes and Emcomat FB-3 L milling machines. There are now just under 20 machines of both types in the premises occupied since 2012. All the apprentices work on new machines.
Training in practice
At present, 18 young women and 50 men are learning in the first year of a mechatronic engineering training programme. In the case of mechatronic engineers around 30% of the practical training involves metal training. In the first year of training two weeks are spent on cutting machining, and, in more depth, a further two weeks in the second year of training. In addition there are some days for preparing for the examination in the third year of training. In the two first weeks of the first year of training the focus is on three test workpieces: a stepped round pyramid, a cylinder with a cone and thread as well as a hammer. Whereas the pyramid and the cylinder are made of aluminium, the hammer is a mixture of plastics, aluminium and brass. The milled test workpieces are made of aluminium and steel. In the first instance the trainer assess how the apprentices transfer the geometries from the drawing into the reality of the workpieces and how well they adhere to the predefined precision. The precision target is h 7. The hammer can be acquired by its producer as a souvenir of his/her first solo metal cutting work.
Machine tools for learning
Emco, which is based in Hallein, Austria, has positioned itself on the market as a supplier of both conventional turning and milling machines, as well as CNC lathes and vertical machining centres. The range extends up to fully automated production cells. It also has a tradition of training as an area of business. With its modular training concept Emco is seen as the global market leader. A factor in this success is the transfer of knowledge from industrially producing machines to those on which apprentices learn. For this reason, these machines, which have been specially developed for training, are at the same time high-precision machine tools for producing single items, small series and for repair work.
They are ideally suited for deepening basic knowledge of metal cutting and developing practical skills.
Emocmat-14D lathe: the universal lathe with machine-tool precision offers a centre width of 650 and height of 140 mm. Its guideways are hardened and ground. A diagonal ribbed, induction-hardened machine bed gives the machine its high level of rigidity and vibration-damping properties. On it apprentices learn/master infinitely variable speed control and observance of a constant cutting speed. The TFT screen imparts a modern industrial standard, on which the apprentice can check the position of the bed, bed slide and top slide. A glass scale determines the position of the cross slide and thus the diameter setting to a precision of 0.001 mm. Functions also worth noting are stores for 999 tools, 999 reference points, single or total display for Z and Z0, electrically monitored chuck guard as well as wheel covers.
With a drive power of 7.5 kW as well as two speed settings from 60 to 2000 and 2000 to 4000 rpm, Emco’s smallest manual lathe also appeals to professional toolmakers. Emcomat FB-3 L milling machine: in terms of size and precision, the universal milling machine is the counterpart to the Emcomat 14D. The cast iron machine stand ensures vibration-free milling. Practically any milling positionis possible with the vertical milling head that swivels about ±90° and the alternative horizontal milling head. Ergonomically arranged safety hand wheels for the X and Y axes ensure easy and safe operation. The steplessly adjustable automatic feed in these axes further improves comfort and 1.4 kW motor output and 80 to 2200 rpm of the milling spindles combined with 0.55 kW and up to 550 mm/min feed makes for good work performance. A workpiece weight of up to 50 kg on a 600 x 180 mm work table gives an impression of the dimensions of the pieces that can be milled.
Apart from in training workshops, the Emcomat FB- 3 L is successfully used in apparatus, mould, prototype and toolmaking as well as small series production. For apprentices the two “small” Emco machine tools create ideal conditions, over and beyond those in the modern BMW Group training workshop, for becoming a professional in the field of metal cutting.